

鑄造設備部
電話:0318-4515000
手機:13833805000 王建新
傳真:0318-4505000
QQ:15512665000
鑄造模具部
電話:0318-4508111/222/666
手機:13831881287 李愛華
傳真:0318-4508333
地址:河北省衡水市景縣趙官寺工業園
| 流水線FLASH
誠信澆注冷卻生產線工作原理及特點
一. 誠信澆注冷卻生產線工作原理
誠信澆注冷卻生產線是由水平單排、雙列砂模輸送車、臺車轉運車、砂型推入機構、砂型推出機構(既臺車清理機構)、加裝套箱壓鐵機構、套箱加壓機構、去除套箱壓鐵機構、套箱清掃機構、壓鐵清掃機構、液壓動力單元系統、電器控制單元、觸摸屏電控操作單元系統、二次冷卻皮帶機系統組成。
系統采用高速PLC控制,全套品牌電器、液壓動力系統,運行平穩,停機率低,觸摸屏操作系統便利的標準、儲存、澆注、清理、四種自動運行程序,使用戶生產組織得心應手。澆注工拉線操作簡便牢靠、澆注工可利用拉線開關根據需要做到任意位置停車任意位置起動。臺車、轉運車、輕軌軌道滾輪設計確保系統運行精度。
二.誠信澆注冷卻生產線特點
1. 國家專利產品,結構靈巧,功能齊全,可以根據用戶工廠實際,任意布線。和砂處理及熔化等配套設備能完美的結合,使鑄造廠的整體布置更加合理。
2. 全線主動力為獨立的液壓系統,全部采用品牌油缸,液壓泵,電磁閥。主線采用快 慢速推緩裝置,使整線運行更快,更平穩,更可靠。
3. 采用高速PLC控制,全套品牌電器。主控柜采用觸摸屏操作系統,線上輔以拉線開關,停止等待澆注開關,使整線運行更加方便合理。
4. 自動取放套箱壓鐵裝置,先壓鐵后套箱確保上下型不會發生錯位,自動清理套箱壓鐵裝置確保套箱和壓鐵清潔,充分發揮其作用。
5. 摘取套箱壓鐵后的鑄型被鑄型下線裝置推送到二次冷卻皮帶上繼續冷卻,推頭上的電動滾刷自動清理臺車面。
6. 兩端轉移車采用變頻電機,起停平穩,運行速度快,無沖擊。
7. 二次冷卻皮帶頭輪部可以根據落砂機的要求確定高度,較大限度地減少地下工程。
8. 二次冷卻皮帶的運行時間可根據鑄件冷卻時間的要求進行調整,以改變鑄件的總冷卻時間,滿足不同材質鑄件的要求。
三. 布線方式
誠信澆注冷卻生產線可根據客戶的鑄造產品、生產場地、產品的生產規模生產綱領、和對未來生產的規劃等需求選擇不同的布線方式和不同的造型主機組合成適合客戶需求的鑄造生產線。HSLH澆注冷卻生產線目前有以下幾種主要布線方式:
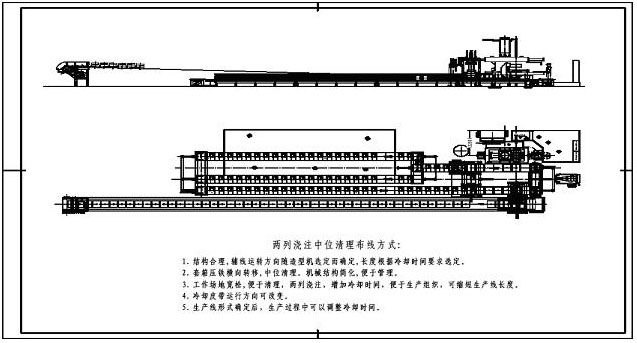
1. 單列澆注單列冷卻中位清理單列二次冷卻皮帶。
其特點為:
1.1 結構合理,輔線運轉方向隨造型機選定而確定,長度根據冷卻時間要求選定。
1.2 套箱壓鐵橫向轉移,中位清理。機械結構簡化,便于管理。
1.3 工作場地寬松,便于清理,可配置澆注機。
1.4 冷卻皮帶運行方向可改變。
這種布線方式是應用較多一種方式,可以選擇誠信造型機的任意一款造型機與之配套組成生產線。
2. 單列澆注單列冷卻側位清理單列二次冷卻皮帶。
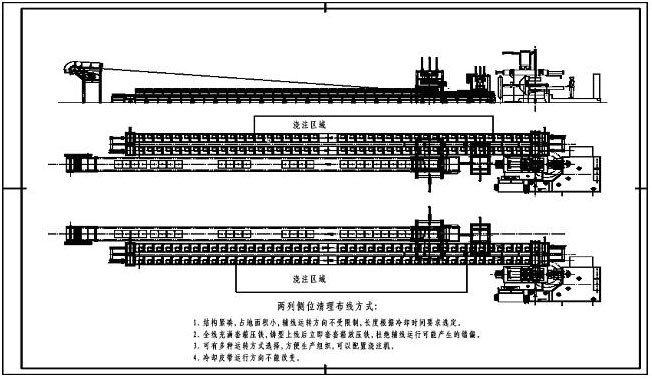
其特點為:
2.1 結構緊湊,占地面積小,輔線運轉方向不受限制,長度根據冷卻時間要求選定。
2.2 全線充滿套箱壓鐵,鑄型上線后立即套套箱放壓鐵,杜絕輔線運行可能產生的錯偏。
2.3 可有多種運轉方式選擇,方便生產組織,可以配置澆注機。
2.4 冷卻皮帶運行方向不能改變。
這種布線方式應用較少,用戶場地較窄時多選擇此方式。
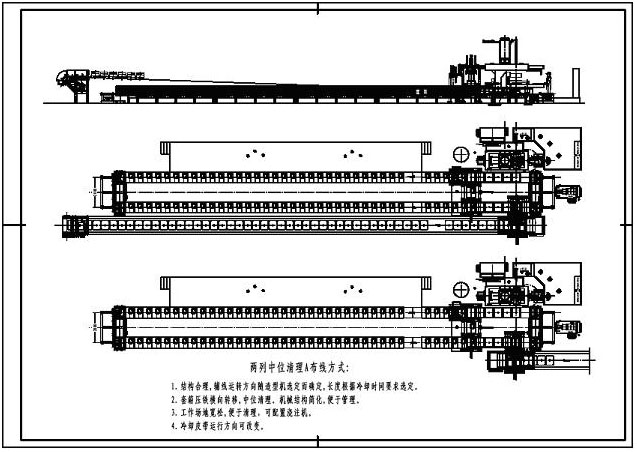
3. 雙列澆注單列冷卻中位位清理單列二次冷卻皮帶。
其特點為:
3.1 結構合理,輔線運轉方向隨造型機選定而確定,長度根據冷卻時間要求選定。
3.2 套箱壓鐵橫向轉移,中位清理。機械結構簡化,便于管理。
3.3 工作場地寬松,便于清理,兩列澆注,增加冷卻時間,便于生產組織,可縮短生產線長度。
3.4 冷卻皮帶運行方向可改變。
3.5 生產線形式確定后,生產過程中可以調整冷卻時間。
這種布線方式主要應用于客戶產品品種較多,鐵水供應與生產線鐵水需求不平衡變化較大時多選擇此方式。
4. 單列澆注雙列冷卻中位位清理單列二次冷卻皮帶。
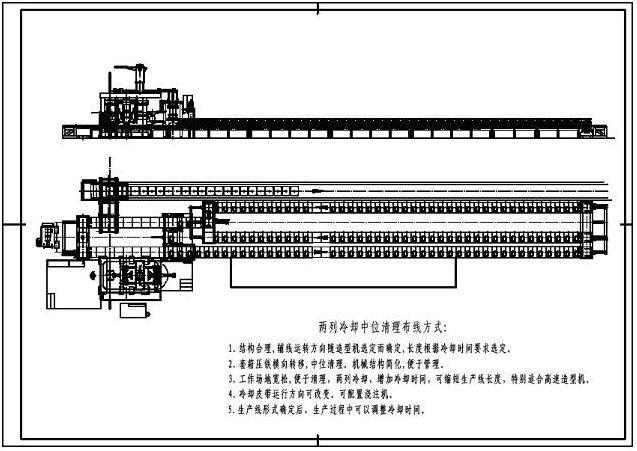
其特點為:
4.1 結構合理,輔線運轉方向隨造型機選定而確定,長度根據冷卻時間要求選定。
4.2 套箱壓鐵橫向轉移,中位清理。機械結構簡化,便于管理。
4.3 工作場地寬松,便于清理,兩列冷卻,增加冷卻時間,可縮短生產線長度,特別適合高速造型機。
4.4 冷卻皮帶運行方向可改變。可配置澆注機。
4.5 生產線形式確定后,生產過程中可以調整冷卻時間。
5. 單列澆注三列冷卻中位位清理單列二次冷卻皮帶。
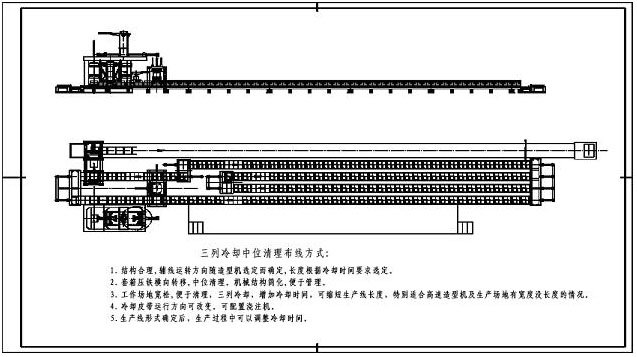
其特點為:
5.1 結構合理,輔線運轉方向隨造型機選定而確定,長度根據冷卻時間要求選定。
5.2 套箱壓鐵橫向轉移,中位清理。機械結構簡化,便于管理。
5.3 工作場地寬松,便于清理,三列冷卻,增加冷卻時間,可縮短生產線長度,特別適合高速造型機及生產場地有寬度沒長度的情況。
5.4 冷卻皮帶運行方向可改變。可配置澆注機。
5.5 生產線形式確定后,生產過程中可以調整冷卻時間。